

منتجات
أنظمة الرفوف الصناعية
نظام رفوف التخزين بالدخول المباشر - حقق أقصى كثافة تخزين لديك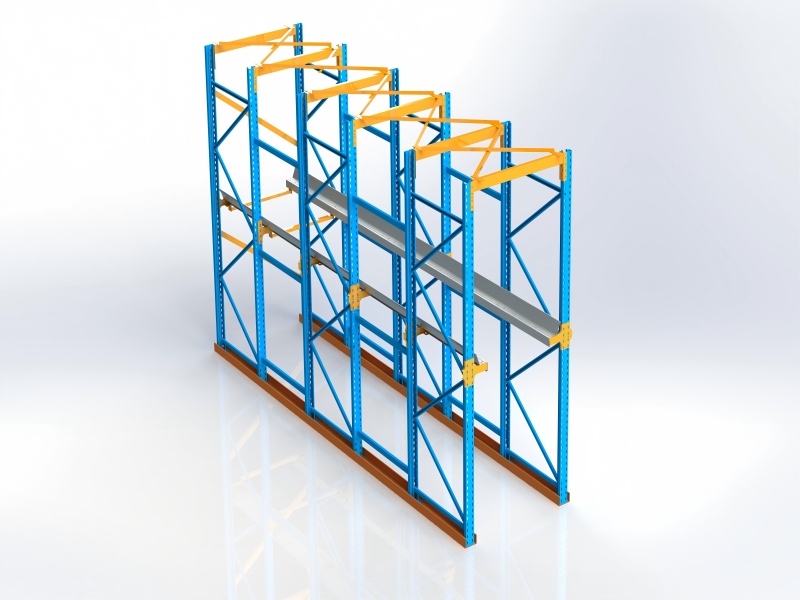

في بيئة الأعمال التنافسية اليوم، بات استغلال مساحة المستودعات على النحو الأمثل أكثر أهمية من أي وقت مضى. إذا كنت ترغب في زيادة سعة التخزين بشكل ملحوظ دون توسيع مساحة منشأتك، فإن أنظمة الرفوف ذات المدخل المباشر هي الخيار الأمثل. يجمع نظام التخزين المتخصص هذا بين التخزين عالي الكثافة والكفاءة الهيكلية، مما يجعله مثاليًا لمجموعة متنوعة من التطبيقات الصناعية التي تتطلب تخزين كميات كبيرة من الأصناف المتشابهة.
صُممت أنظمة التخزين ذات المدخل المباشر، والمعروفة أيضًا باسم أنظمة تخزين المنصات، لزيادة سعة التخزين إلى أقصى حد من خلال إلغاء الممرات المتعددة. يسمح هذا النظام للرافعات الشوكية بالدخول مباشرةً إلى هيكل الرفوف لتخزين المنصات واسترجاعها، مما يجعله أحد أكثر حلول التخزين توفيرًا للمساحة في تطبيقات محددة.
ما هو نظام التخزين بالسيارات؟
نظام التخزين ذو الممرات الداخلية هو نظام رفوف متصل وغير مجزأ، حيث تعمل الرافعات الشوكية داخل ممرات الرفوف نفسها. وعادةً ما تتشارك صفان من الرفوف في هذه الممرات التشغيلية، مما يسمح بتكوين تخزين أكثر كثافة مقارنةً بالأنظمة التقليدية.
يصل ارتفاع النظام عادةً إلى 10 أمتار، مع عمق يتراوح بين 4 و5 منصات نقالة، وأحيانًا يتجاوز 10 منصات. تُوضع المنصات على قضبان ناتئة تسمح بالحركة داخل نظام الرفوف، وفقًا لمبدأ "الأول في الدخول، الأخير في الخروج" (FILO). بالنسبة للعمليات التي تتطلب إدارة "الأول في الدخول، الأول في الخروج" (FIFO)، يتوفر نظام مرور حيث يمكن وضع مداخل على جانبي منطقة القيادة.

الميزات والفوائد الرئيسية
1. الاستخدام الأمثل للمساحة
توفر أنظمة التخزين ذات المدخل المباشر تخزينًا عالي الكثافة وآمنًا، حيث تستوعب عددًا أكبر من المنصات لكل متر مكعب مقارنةً بمعظم الأنظمة الأخرى. وبفضل إلغاء الممرات المتعددة، تزيد سعة التخزين بنسبة 30-50% مقارنةً بأنظمة التخزين الانتقائية، محققةً استغلالًا للمساحة يزيد عن 75% في المتوسط. يتميز التصميم القياسي بعرض قنوات لا يتجاوز عرضها عرض الرافعة الشوكية إلا بمقدار 200 مم، مما يُحسّن استخدام المساحة بشكل أكبر.
2. التشغيل الفعال من حيث التكلفة
بالمقارنة مع أنظمة التخزين عالية الكثافة الأخرى، توفر أنظمة التخزين بالدفع المباشر تكاليف أقل لكل وحدة رفوف، كما أنها تتطلب معدات رافعة شوكية أقل تخصصًا. يدعم هذا النظام التخزين بكميات كبيرة مع استثمار بسيط نسبيًا في المعدات، مما يوفر عائدًا ممتازًا على الاستثمار للتطبيقات المناسبة.
3. إمكانيات تخزين متعددة الاستخدامات
يُعد هذا النظام مناسبًا بشكل خاص لتخزين المواد التي لا يمكن تكديسها أو التي تتلف بسهولة أو تكون هشة. وهو قادر على استيعاب متطلبات تحميل متنوعة، حيث يتحمل عادةً ما بين 500 و2000 كيلوغرام لكل منصة نقالة، مع بعض التكوينات التي تدعم ما يصل إلى 2000 كيلوغرام لكل مستوى.
4. مثالي لبيئات محددة
تُعدّ أنظمة التخزين ذات المدخل المباشر مفيدة بشكل خاص لما يلي:
مرافق التخزين البارد، حيث يقلل من وقت تشغيل الرافعات الشوكية ويخفض استهلاك الطاقة
المخزون الموسمي وتقلبات السوق
تخزين السلع الأساسية بكميات كبيرة لقطاعات مثل الأغذية والمشروبات والمواد الكيميائية والأجهزة المنزلية
التطبيقات والصناعات
توفر أنظمة التخزين ذات المدخل المباشر فوائد كبيرة في مختلف القطاعات:
1. تخزين السلع بالجملة
مثالية لقطاعات الأغذية والمشروبات، والمواد الكيميائية الخام، والأجهزة المنزلية، حيث تتطلب كميات كبيرة من المنتجات ذات الأصناف المحدودة تخزينًا. على سبيل المثال، يمكن لشركات المشروبات تخزين دفعات كاملة من المنتجات الموسمية بكفاءة.
2. الخدمات اللوجستية لسلسلة التبريد
في تطبيقات التجميد التي تصل درجة حرارتها إلى -25 درجة مئوية، يقلل نظام الرفوف الذي يسمح بالدخول المباشر بشكل ملحوظ من استهلاك الطاقة عن طريق تقليل مدة بقاء الأبواب مفتوحة وتقليل وقت تشغيل الرافعات الشوكية. وقد أفادت بعض الشركات بزيادة كثافة التخزين بنسبة 40% وتوفير الطاقة بنسبة 15% بعد تطبيق هذا النظام.
3. إدارة التصنيع والعمل قيد التنفيذ
يستخدم مصنعو قطع غيار السيارات هذه الأنظمة بشكل شائع للمكونات القياسية، مما يتيح إدارة وتوزيع الدفعات بكفاءة.
4. إدارة المخزون الموسمي
يستوعب النظام بشكل مثالي البضائع ذات معدل دوران المخزون المنخفض أو أنماط الطلب الموسمية، مما يسمح للشركات بتخزين كميات كبيرة بكفاءة خلال مواسم الذروة.
اعتبارات تصميم النظام وتنفيذه
خصائص الاستقرار الهيكلي
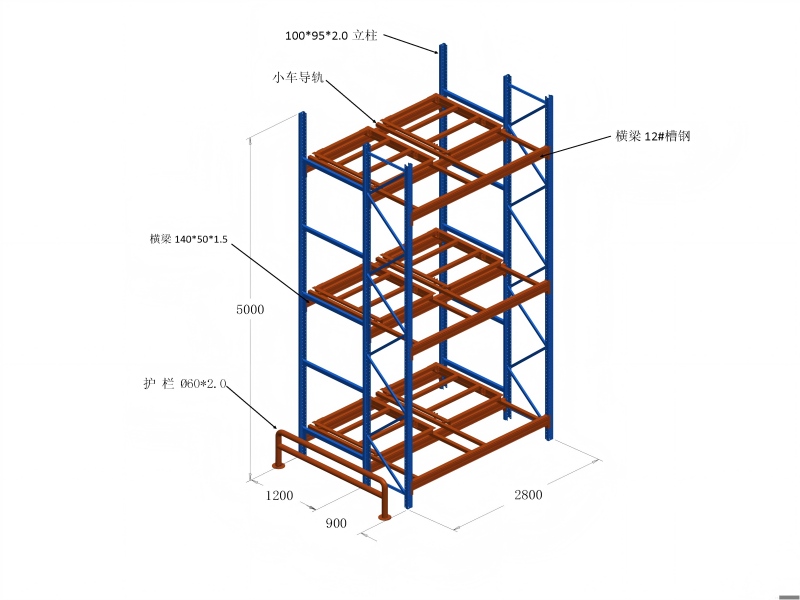
لضمان السلامة والمتانة، تتضمن أنظمة الرفوف ذات المدخل المباشر ما يلي:
تصميم عمود متصل لتعزيز الاستقرار
قضبان توجيه لمنع تصادم الرافعات الشوكية
قضبان ربط تثبيتية في نهاية الممرات للحفاظ على السلامة الهيكلية
يمكن أن تتمتع الأنظمة التي تتم صيانتها بشكل صحيح بعمر خدمة يتجاوز 15 عامًا.
المتطلبات التشغيلية
يتطلب التنفيذ الناجح الاهتمام بما يلي:
مهارة تشغيل الرافعة الشوكية: يتطلب العمل في الممرات الضيقة مشغلين ذوي خبرة
توحيد مواصفات المنصات: ينبغي أن تكون التفاوتات <٥ سم لأبعاد المنصة و <3 سم لتغيرات ارتفاع الحمولة
استواء الأرضية: كلما كانت الأرضية أكثر استواءً، كان أداء النظام أفضل
تحليل التكلفة والفائدة
على الرغم من أن الاستثمار الأولي لأنظمة التخزين ذات المدخل المباشر يزيد بنحو 30% عن أنظمة التخزين التقليدية، إلا أن معظم العمليات تحقق عائدًا على الاستثمار في غضون 3 إلى 5 سنوات. وتُحقق كثافة التخزين المُحسّنة عادةً وفورات سنوية كبيرة، تصل إلى حوالي 18,000 دولار لكل 1,000 متر مربع من خلال تقليل المساحة المطلوبة فقط.
خاتمة
يمثل نظام التخزين ذو المدخل المباشر حلاً ذكياً للشركات التي تسعى إلى تحقيق أقصى استفادة من مساحة مستودعاتها الحالية مع الحفاظ على سهولة الوصول إلى البضائع السائبة. إن مزيجه الفريد من التخزين عالي الكثافة والمتانة الهيكلية والكفاءة من حيث التكلفة يجعله خياراً مثالياً لمختلف التطبيقات الصناعية.
يُعد هذا النظام مثاليًا للعمليات التي تتضمن كميات كبيرة من المنتجات المتشابهة، أو أنماط المخزون الموسمية، أو البيئات التي يتم التحكم في درجة حرارتها، حيث يوفر فوائد ملموسة في استخدام المساحة والاقتصاد التشغيلي.




Add: NO.409 West Jianshe Road, Economic Development Zone, Jinhu County, Jiangsu Province, China
من فضلك تابع القراءة، ابق على اطلاع، اشترك، ونحن نرحب بك لتخبرنا برأيك.



حقوق النشر
2026@ Jiangsu Kingmore Storage Equipment Manufacturing Co., Ltd كل الحقوق محفوظة.
خريطة الموقع
| المدونة
| Xml
| سياسة الخصوصية
 دعم الشبكة
دعم الشبكة
 العربية
العربية English
English español
español 日本語
日本語 한국의
한국의 Deutsch
Deutsch français
français português
português 中文
中文 русский
русский
